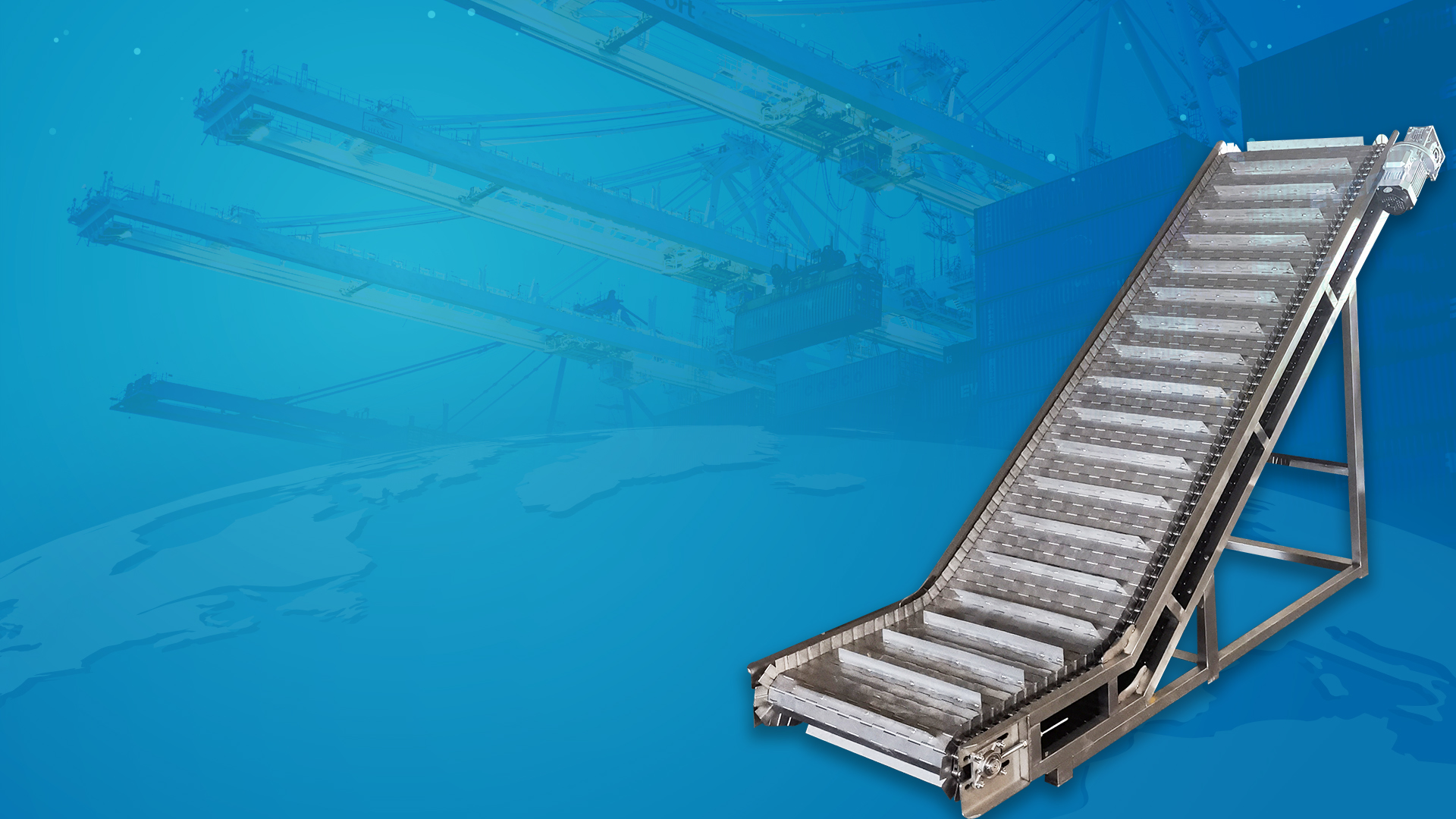
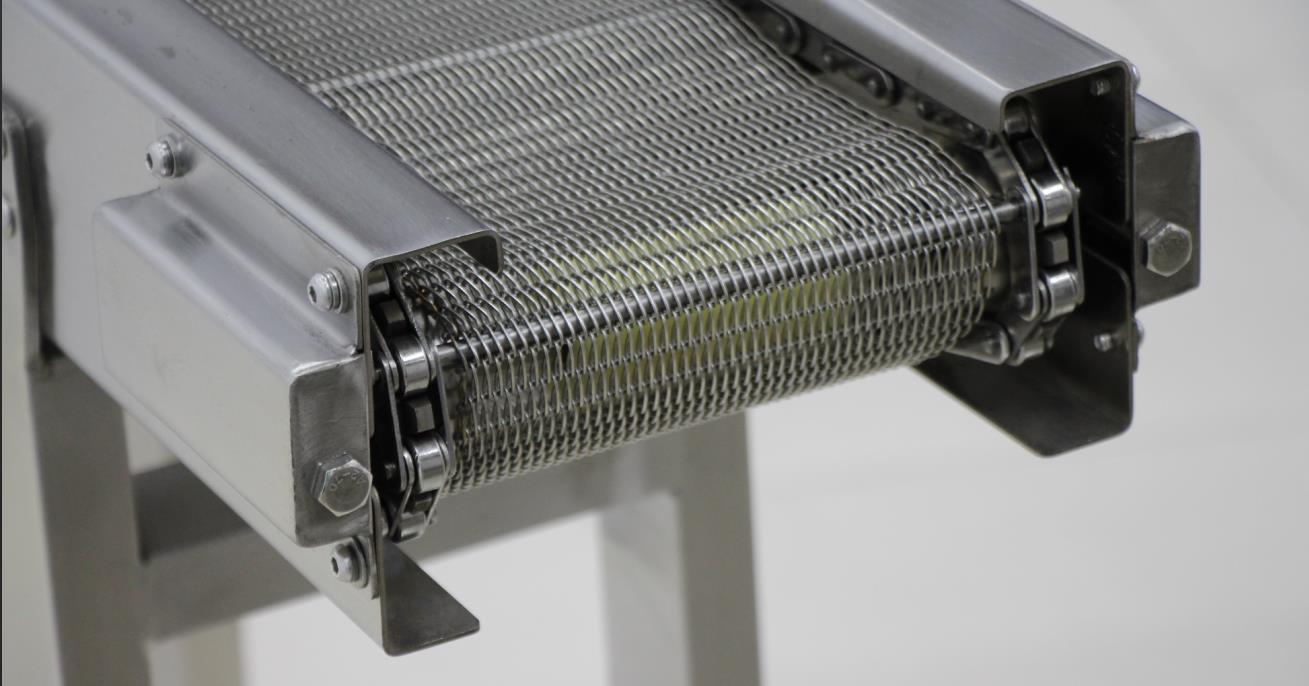
I. Belt Conveyor
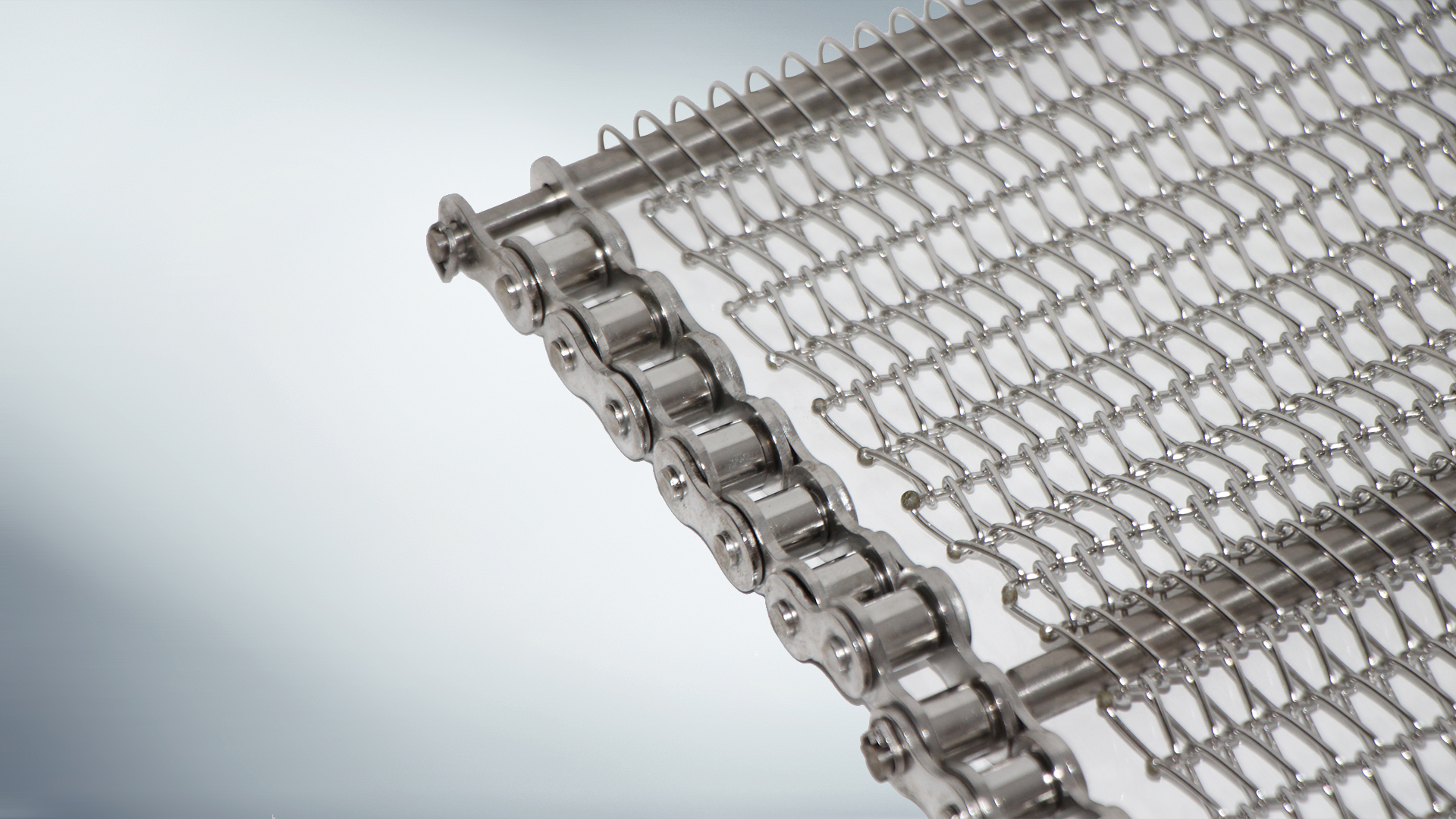
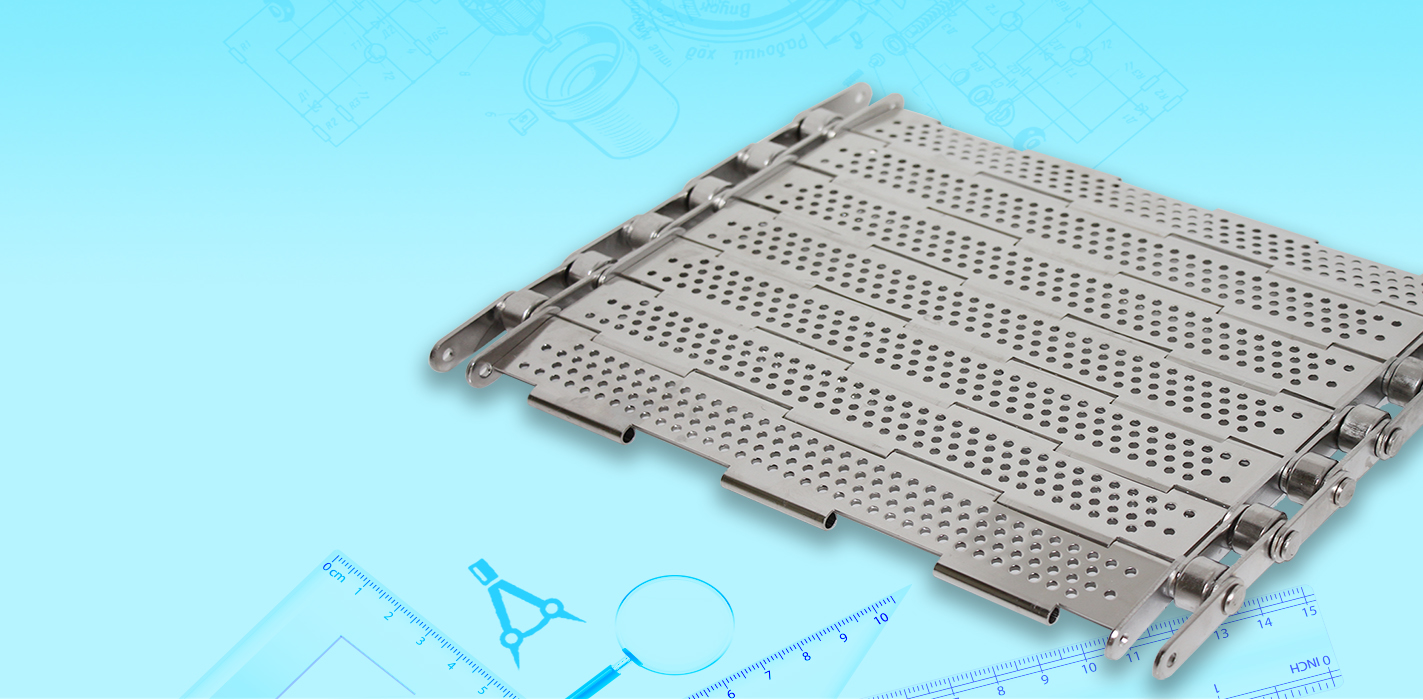
A belt conveyor's primary function is to transport materials from the starting point to the destination using a belt-shaped structure. The belt consists of multiple layers of wear-resistant membranes and fabric, providing high abrasion resistance and transport capacity. The belt's configuration can be adjusted based on the hardness of the material and the conveying requirements. For example, inclining the belt ensures smooth material flow when there are elevation differences between the inlet and outlet. Belt conveyors can also be widened or lengthened to accommodate long-distance material transport needs.
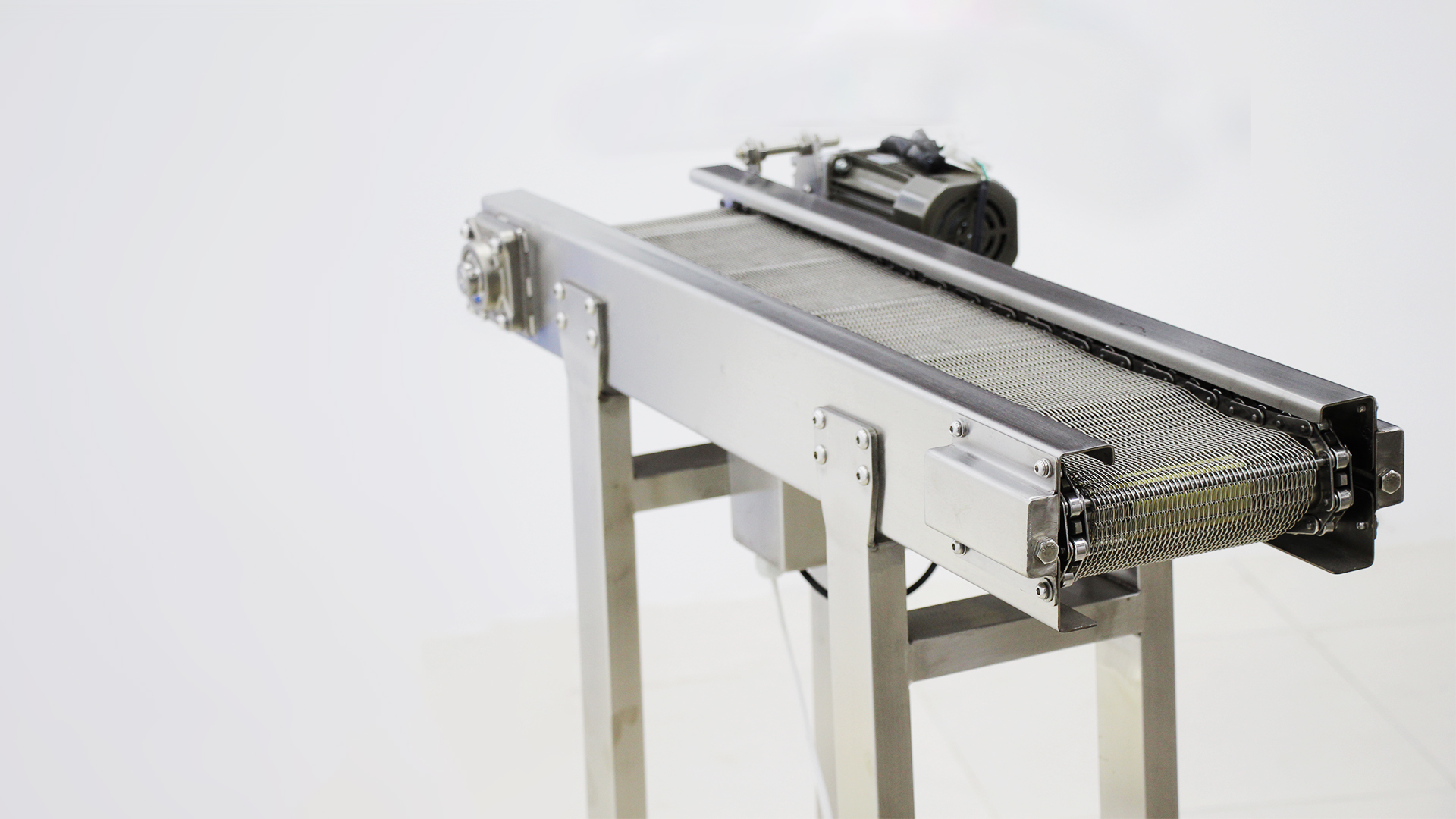
II. Motor Drive
Beyond the carrier belt, the motor drive is another vital component of belt conveyors. These drives typically employ three-phase asynchronous motors to deliver substantial power and enable flexible speed adjustments to match material handling demands. The motor drive incorporates start-up and braking functions, which allow for remote control of the conveyor via controllers, ensuring safe material transportation.
In summary, a belt conveyor is a mechanical device that transports materials from a starting point to a destination. Its operation primarily involves two key aspects: the carrier belt system and the motor drive. Controlling the movement of the carrier belt and adjusting the motor drive enables belt conveyors to adapt to diverse material handling requirements while ensuring the safe and efficient transportation of materials.